Vistas: 0 Autor: Editor del sitio Hora de publicación: 2026-06-23 Origen: Sitio
La transición de un producto probado a una demanda comercial a escala requiere un cambio fundamental en la estrategia de herramientas. Una configuración de prototipo de una sola cavidad no puede soportar un gran volumen de manera rentable. Escalar de una cavidad a 4, 16 o 64 cavidades nunca es una simple ecuación lineal. Introduce variables complejas que involucran termodinámica, requisitos de fuerza de sujeción y un importante gasto de capital inicial. Los equipos de ingeniería y adquisiciones necesitan un marco objetivo. Esta guía ayuda a equilibrar las inversiones iniciales en herramientas con las reducciones de costos por pieza. Aprenderá cómo la estrategia de cavitación seleccionada se alinea con los ciclos de vida proyectados del producto. Exploramos la economía de las configuraciones de alta cavitación y disipamos los mitos comunes sobre el tiempo de ciclo. También descubrirá las diferencias fundamentales entre los moldes familiares y las herramientas dedicadas de gran volumen. Al final, podrá auditar su cadena de suministro con confianza y seleccionar el número de cavidades óptimo para sus objetivos de fabricación específicos.
El aumento del número de cavidades reduce exponencialmente el precio de la pieza por pieza, pero requiere una inversión inicial significativamente mayor en acero para herramientas e ingeniería.
Los tiempos de ciclo no escalan linealmente; un molde de 16 cavidades no tarda 16 veces más en completar su ciclo que un molde de una sola cavidad, aunque se esperan aumentos menores relacionados con el enfriamiento.
Los moldes familiares ofrecen una entrada de menor costo para conjuntos de varias piezas, pero conllevan mayores riesgos de desequilibrio de flujo en comparación con los moldes de inyección de múltiples cavidades dedicados.
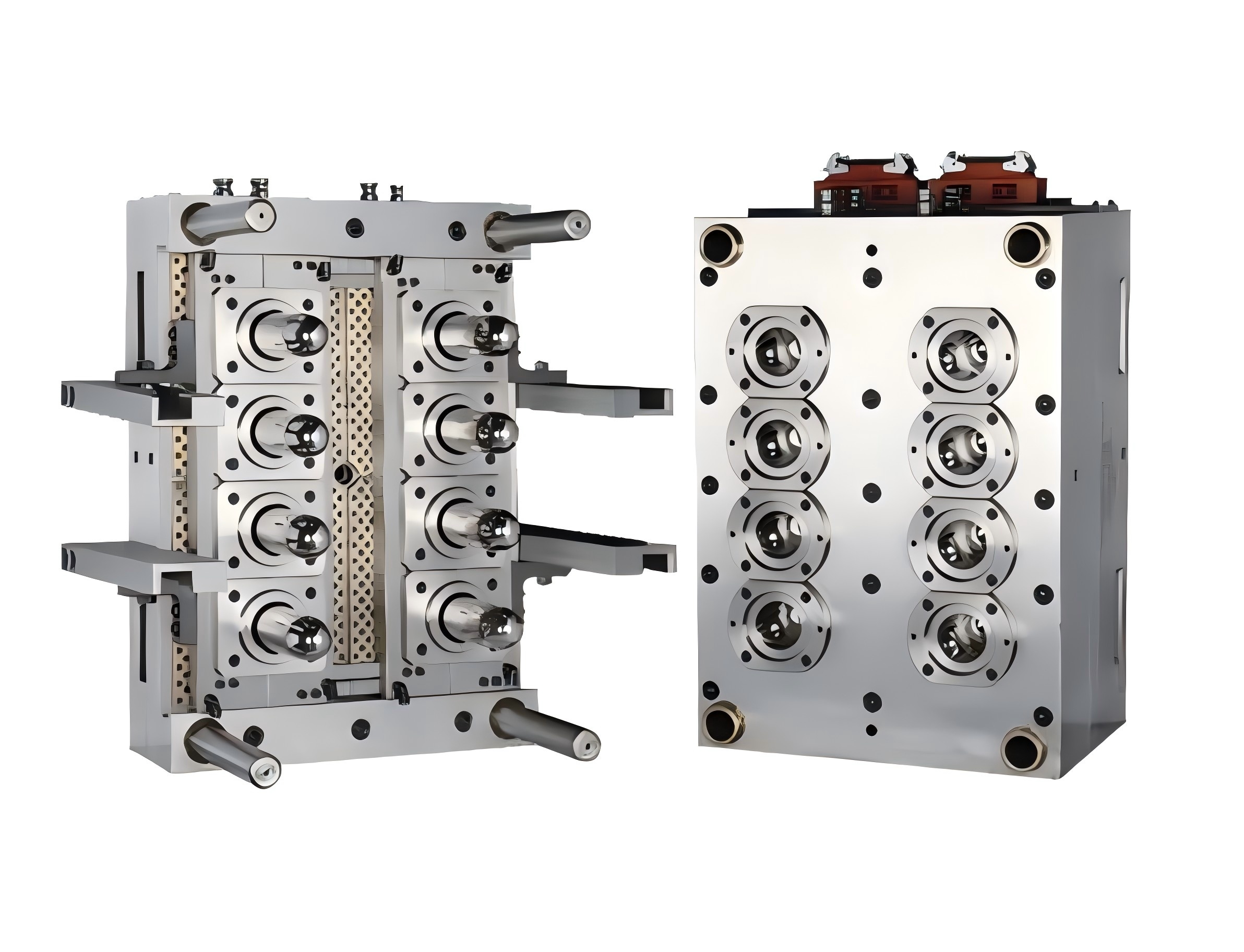
Las herramientas de alta cavitación exigen estándares de molde Clase 101, lo que requiere acero endurecido y un mantenimiento preventivo riguroso para garantizar millones de ciclos.
Justificar el gasto de capital de una Un molde de producción en masa requiere calcular un punto de equilibrio exacto. Este cálculo se basa completamente en el volumen de producción proyectado durante el ciclo de vida del producto. Un modelo financiero bien diseñado evita una inversión excesiva en capacidad no utilizada.
Los costos de herramientas aumentan naturalmente junto con el número de cavidades. Las bases de moldes más grandes consumen mucho más acero para herramientas en bruto. También necesita complejos sistemas de canal caliente para distribuir la resina derretida de manera uniforme en una superficie física más amplia. El tiempo de mecanizado avanzado se acumula rápidamente al cortar docenas de geometrías idénticas. Estos factores componen el precio de la factura inicial.
Sin embargo, hay que tener cuidado con los rendimientos decrecientes de la cavitación excesiva. Pasar de 32 a 64 cavidades podría duplicar el coste de su herramienta. Si los ahorros marginales en el precio por pieza tardan cinco años en recuperarse, el costo de la herramienta supera el beneficio. Inmovilizas capital de trabajo innecesariamente.
Los factores de costos comunes en herramientas de alta cavitación incluyen:
Sistemas de canal caliente: las compuertas y colectores de válvulas añaden costos significativos pero reducen el desperdicio de material.
Complejidad de la línea de enfriamiento: los canales de enfriamiento conformados requieren mecanizado especializado.
Mecanismos de expulsión: un gran número de cavidades requieren placas expulsoras guiadas y altamente sincronizadas.
Amortizar el precio por pieza ayuda a justificar el costo inicial de la herramienta. El moldeo por inyección depende en gran medida de las tarifas por hora de las máquinas y los costos laborales. Dividimos estos gastos operativos entre la cantidad de piezas producidas por ciclo. Producir ocho piezas por ciclo divide la velocidad de la máquina por ocho, lo que reduce drásticamente los costes de las piezas individuales.
Podemos estructurar el cálculo del costo general de producción de la siguiente manera:
Costo total de producción = Costo de herramientas + ((Tiempo de ciclo / Cavidades) * Tasa de la máquina) + Costos de materiales.
Los costos de materiales permanecen relativamente estáticos por pieza independientemente de la cavitación. Los verdaderos ahorros surgen al dividir el tiempo y la mano de obra de la máquina en varias partes simultáneamente.
Debemos abordar un concepto erróneo fundamental que a menudo se encuentra en los foros de ingeniería. Muchos profesionales se preguntan si una herramienta de 16 cavidades duplica o triplica el tiempo de ciclo de una herramienta de una sola cavidad. La respuesta es absolutamente no. Escalar las cavidades no significa un multiplicador directo de la duración del ciclo.
La verdad sobre los tiempos de ciclo reside puramente en la termodinámica y la geometría de las piezas. La sección de pared más gruesa de su pieza dicta el tiempo de enfriamiento necesario. La eficiencia de sus canales de refrigeración también juega un papel muy importante. No depende únicamente del número de cavidades presentes en el bloque de acero.
Un bien diseñado El molde de inyección de cavidades múltiples podría experimentar un aumento marginal del tiempo de ciclo del 10 al 20 %. Este ligero aumento se debe a sistemas de canales más grandes y a la distribución más amplia del material fundido necesaria para llenar cavidades distantes. No verá un aumento del 100% en el tiempo de enfriamiento sólo porque duplicó las cavidades. Los canales de enfriamiento conformes adecuados mitigan incluso estos retrasos térmicos menores.
Agregar cavidades afecta directamente el tonelaje de la máquina. Calculamos la fuerza de sujeción requerida utilizando una fórmula estándar: área proyectada multiplicada por el número de cavidades, multiplicada por un factor de viscosidad del material. Más cavidades significan un área total proyectada más grande.
Aumentar demasiado el número de cavidades conlleva riesgos específicos para las instalaciones. Podría fácilmente dimensionar las prensas mecánicas disponibles en su cadena de suministro. Si su herramienta de 64 cavidades requiere una prensa de 1500 toneladas, pero su socio solo opera prensas de 500 toneladas, se enfrenta a un importante obstáculo en la producción. Calcule siempre las restricciones de tonelaje antes de fijar su estrategia de cavitación.
Categorizar su solución ayuda a definir el alcance del proyecto. Debes comparar dedicado utillajes de inyección de plástico contra moldes familiares para distintos escenarios de producción. Ambos enfoques tienen un propósito, pero satisfacen requisitos de volumen y estándares de calidad completamente diferentes.
Los moldes familiares funcionan mejor para ensamblajes de volumen bajo a medio. Se utilizan cuando varias piezas diferentes requieren cantidades de producción idénticas. Fundamentalmente, estos componentes deben utilizar exactamente la misma resina y compuesto de color.
Sin duda, aquí existen ventajas de costes. Sólo paga por una base de molde y un proceso de configuración en la prensa. Esto reduce la barrera de entrada inicial para gabinetes o bienes de consumo complejos de varias partes. Sin embargo, los plazos de procesamiento siguen siendo notoriamente estrechos.
Los mohos familiares presentan importantes desafíos reológicos. Equilibrar las tasas de llenado para piezas de diferentes tamaños y geometrías resulta increíblemente difícil. Este desequilibrio a menudo provoca graves rebabas en piezas pequeñas. Por el contrario, es posible que vea tomas cortas o marcas de hundimiento en partes más grandes dentro de la misma toma.
Dedicado Las configuraciones de moldes de inyección de múltiples cavidades brindan un control de proceso superior. Experimentará menores índices de desechos, una solución de problemas más sencilla y una mayor estabilidad del rendimiento.
Cuadro comparativo estratégico |
||
Característica |
Herramientas dedicadas para múltiples cavidades |
Herramientas familiares |
|---|---|---|
Volumen Ideal |
Volumen alto a ultra alto |
Volumen bajo a medio |
Geometría de la pieza |
Sólo piezas idénticas |
Piezas mixtas para un montaje. |
Llenar el riesgo de desequilibrio |
Bajo (fácilmente equilibrado matemáticamente) |
Alto (dinámica de flujo compleja) |
Costo inicial |
Diseño alto por pieza |
Menor general (base consolidada) |
Los riesgos de implementación crecen junto con el número de caries. Los ingenieros se enfrentan a obstáculos reales para garantizar que la 32.ª cavidad produzca una pieza idéntica a la 1.ª cavidad. Las desviaciones de precisión se multiplican rápidamente sin controles estrictos.
Los sistemas de corredores complejos introducen una física única. Se producen calentamiento por cizallamiento y caídas de presión a lo largo del recorrido de entrega del material fundido. El plástico que se desplaza hacia los bordes exteriores experimenta condiciones térmicas diferentes a las del plástico cerca del bebedero. Esto provoca tasas de contracción inconsistentes y variaciones dimensionales.
Debemos utilizar equilibrio artificial antes de cortar acero. El análisis de flujo de moho (DFM) ayuda a identificar estos problemas de manera temprana. Los diseñadores ajustan los diámetros de los corredores y los tamaños de las compuertas para equilibrar artificialmente el flujo. Esto garantiza que cada cavidad se llene simultáneamente con exactamente la misma presión.
Los entornos de gran volumen crean un desgaste intenso. Las líneas de separación, las compuertas y los pasadores expulsores se degradan rápidamente durante millones de ciclos. El tapajuntas se vuelve inevitable si el acero comienza a deformarse bajo una alta presión de sujeción.
La especificación de los estándares SPI Clase 101 no es negociable para ejecuciones de gran volumen. un verdadero El molde de inyección de precisión utiliza acero para herramientas endurecido, generalmente grados H13 o S7. Los mecanismos de expulsión guiados evitan la desviación del pasador. Un estricto mantenimiento preventivo garantiza que la herramienta funcione perfectamente durante su vida útil prevista.
Las mejores prácticas para el mantenimiento incluyen:
Limpiar las líneas de separación diariamente para evitar la acumulación de rebabas.
Inspeccionar periódicamente las puntas de los canales calientes para detectar degradación.
Lubricación de sistemas eyectores para evitar atascamientos durante el funcionamiento continuo.
Realizar descalcificación regular de la línea de agua para mantener la eficiencia de enfriamiento.
La evaluación de socios potenciales requiere un marco estricto. Debe auditar a un fabricante de herramientas o a un socio de moldeo para garantizar una preparación absoluta para altas cavidades. Un proveedor experto en prototipos de una sola cavidad puede tener enormes dificultades con una herramienta comercial de 64 cavidades.
Busque experiencia interna en simulación de Moldflow®. Los proveedores necesitan esta capacidad para predecir con precisión el comportamiento térmico y las tasas de corte. La subcontratación de este paso a menudo crea lagunas y retrasos en la comunicación.
Las capacidades de mecanizado CNC de alta velocidad y tolerancia estricta son muy importantes. Sólo los equipos de primer nivel garantizan una verdadera intercambiabilidad entre cavidades. los elegidos El proveedor de moldes para la fabricación de piezas de plástico debe demostrar sus tolerancias de mecanizado. Solicite ver la lista de equipos y los informes de inspección de control de calidad. Las máquinas de medición por coordenadas (CMM) deben verificar cada inserto de acero antes del ensamblaje.
Tenga cuidado con las promesas de tiempo de ciclo poco realistas. Si un proveedor garantiza ciclos ultrarrápidos sin proporcionar un análisis térmico completo, aléjese de inmediato. Están adivinando.
Las especificaciones vagas sobre los grados de acero para herramientas actúan como otra señal de alerta. Es posible que incluyan P20 en lugar de un H13 adecuado para una garantía de gran volumen. El acero P20 simplemente no sobrevivirá a una demanda de ciclos multimillonarios. Se deforma bajo presión constante.
Finalmente, observe detenidamente el plan de mantenimiento. Una cotización que carece de un programa de mantenimiento preventivo claro indica un tiempo de inactividad futuro. Un socio fiable siempre tiene en cuenta los intervalos de mantenimiento en el acuerdo de precios por piezas.
Seleccionar el recuento óptimo de cavidades requiere un equilibrio estratégico. Debe sopesar el capital inicial disponible con los límites de tonelaje de la máquina. Los precios objetivo por pieza determinan en última instancia la decisión final. La alta cavitación reduce significativamente los costos por pieza, pero exige una ejecución de ingeniería impecable y acero para herramientas superior.
Anime a sus equipos de adquisiciones e ingeniería a actuar con decisión. Solicite un informe completo de Diseño para fabricación (DFM) al principio del proceso. Cree una matriz de retorno de la inversión comparando escenarios de 2, 4 y 8 cavidades. Analice los datos de refrigeración y las simulaciones de flujo antes de comprometerse con el diseño final de la herramienta.
R: No. Si bien reduce significativamente el costo de tiempo de la máquina por pieza, los costos de materiales permanecen estáticos y la herramienta más grande requiere una prensa de mayor tonelaje (lo que conlleva una tarifa por hora más alta).
R: A través de diseños de canales científicamente equilibrados, análisis rigurosos del flujo del molde y mecanizado CNC de alta precisión que garantiza dimensiones y propiedades térmicas idénticas para cada cavidad.
R: Un molde Clase 101 con mantenimiento adecuado y construido con acero para herramientas endurecido (como H13 o S7) debería superar cómodamente los 1.000.000 de ciclos.
R: Las herramientas estándar de cavidades múltiples no pueden hacerlo. El sobremoldeado o el moldeo 2K/multi-shot requiere máquinas de moldeo por inyección de múltiples barriles especializadas y herramientas rotativas altamente complejas.